
This project is proudly sponsored by the International Science Linkages programme established under the Australian Government's innovation statement Backing Australia's Ability.
The composition of the 50 mm wall thickness P91 steel pipe section, measured by optical emission spectroscopy and inductively-coupled plasma is:
0.10 C, 0.05 N, B < 0.0005, 0.29 Si, 0.4 Mn, 0.01 P, 0.01 S, 8.5 Cr, 0.9 Mo, 0.12 Ni, 0.01 Al, 0.2 V, 0.13 Cu, 0.07 Nb wt percent
The steel was supplied in the normalised and tempered condition.
Weld heat input either 0.8, 1.6 or 2.4 kJ/mm, as indicated in the captions.
Preheat was 250 ± 25°C in all cases.
Post-weld heat treatment: 2h at 760°C
The welding process for the filling passes was flux-cored arc welding with a matching filler wire measuring 1.2 mm in diameter. We used a single Vee joint preparation having an included angle of 30°.
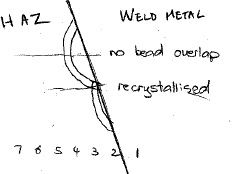
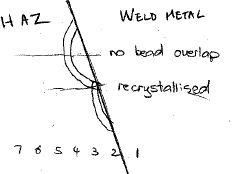
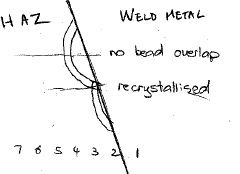
geometry Schematic illustration of the positions where the photographs below were taken. The HAZ is the heat-affected zone. |
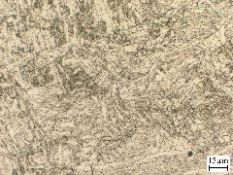
Montage of weld 0.8 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photographs are taken along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. Higher magnification snapshots follow. |
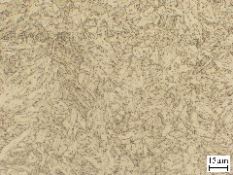
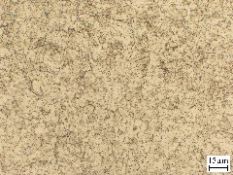
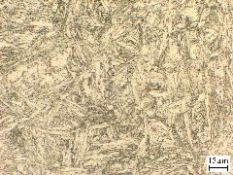
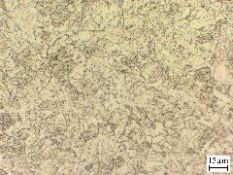
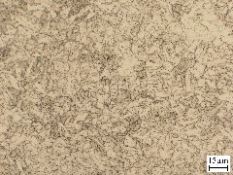
Martensite, HAZ 0.8 kJ/mm heat input. The photograph was taken at position 6 in the heat affected zone (HAZ), along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |
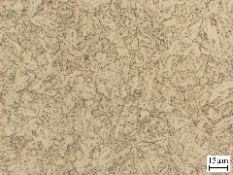
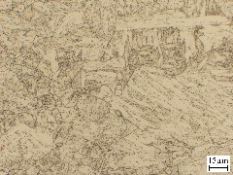
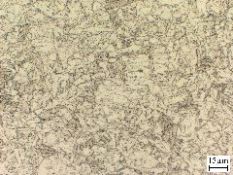
Martensite, HAZ 0.8 kJ/mm heat input. The photograph was taken at position 5 in the heat affected zone (HAZ), along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |
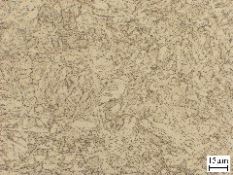
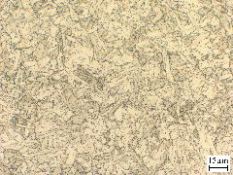
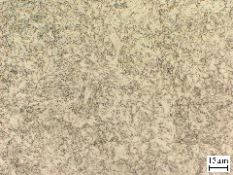
Martensite, HAZ 0.8 kJ/mm heat input. The photograph was taken at position 4 in the heat affected zone (HAZ), along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |
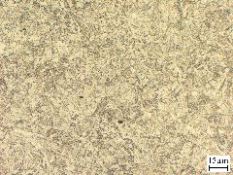
Martensite, HAZ 0.8 kJ/mm heat input. The photograph was taken at position 3 in the heat affected zone (HAZ), along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |
Martensite, HAZ 0.8 kJ/mm heat input. The photograph was taken at position 2 in the heat affected zone (HAZ), along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |

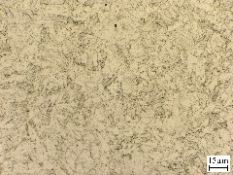
Martensite, weld metal 0.8 kJ/mm heat input. The photograph was taken at position 1 in the weld metal, along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |
Montage of weld 0.8 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photographs are taken along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. Higher magnification snapshots follow. |
Martensite HAZ 0.8 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 6 of the HAZ, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |
Martensite, HAZ 0.8 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 5 of the HAZ, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |

Martensite, HAZ 0.8 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 4 of the HAZ, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |

Martensite, HAZ 0.8 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 3 of the HAZ, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |
Martensite, weld metal 0.8 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 2 of the weld metal, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |
Martensite, weld metal 0.8 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 1 of the weld metal, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |
geometry Schematic illustration of the positions where the photographs below were taken. The HAZ is the heat-affected zone. |
Montage of Weld 01.6 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photographs are taken along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. Higher magnification snapshots follow. |

Martensite, HAZ 1.6 kJ/mm heat input. The photograph was taken at position 7 in the heat affected zone (HAZ), along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |
Martensite, HAZ 1.6 kJ/mm heat input. The photograph was taken at position 6 in the heat affected zone (HAZ), along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |

Martensite, HAZ 1.6 kJ/mm heat input. The photograph was taken at position 5 in the heat affected zone (HAZ), along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |

Martensite, HAZ 1.6 kJ/mm heat input. The photograph was taken at position 4 in the heat affected zone (HAZ), along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |

Martensite, HAZ 1.6 kJ/mm heat input. The photograph was taken at position 3 in the heat affected zone (HAZ), along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |

Martensite, HAZ 1.6 kJ/mm heat input. The photograph was taken at position 2 in the heat affected zone (HAZ), along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |

Martensite, weld metal 1.6 kJ/mm heat input. The photograph was taken at position 1 in the weld metal, along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |
|
Montage of weld 1.6 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photographs are taken along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. Higher magnification snapshots follow. |

Martensite, HAZ 1.6 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 7 of the HAZ, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |

Martensite, HAZ 1.6 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 6 of the HAZ, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |

Martensite, HAZ 1.6 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 5 of the HAZ, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |

Martensite, HAZ 1.6 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 4 of the HAZ, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |

Martensite, HAZ 1.6 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 3 of the HAZ, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |

Martensite, weld metal 1.6 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 2 of the weld metal, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |

Martensite, weld metal 1.6 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 1 of the weld metal, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |
geometry Schematic illustration of the positions where the photographs below were taken. The HAZ is the heat-affected zone. |
Montage of weld 2.4 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photographs are taken along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. Higher magnification snapshots follow. |

Martensite, HAZ 2.4 kJ/mm heat input. The photograph was taken at position 8 in the heat affected zone (HAZ), along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |
Martensite, HAZ 2.4 kJ/mm heat input. The photograph was taken at position 7 in the heat affected zone (HAZ), along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |
Martensite, HAZ 2.4 kJ/mm heat input. The photograph was taken at position 6 in the heat affected zone (HAZ), along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |

Martensite, HAZ 2.4 kJ/mm heat input. The photograph was taken at position 5 in the heat affected zone (HAZ), along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |

Martensite, HAZ 2.4 kJ/mm heat input. The photograph was taken at position 4 in the heat affected zone (HAZ), along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |
Martensite, HAZ 2.4 kJ/mm heat input. The photograph was taken at position 3 in the heat affected zone (HAZ), along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |

Martensite, HAZ 2.4 kJ/mm heat input. The photograph was taken at position 2 in the heat affected zone (HAZ), along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |

Martensite, HAZ 2.4 kJ/mm heat input. The photograph was taken at position 1 in the heat affected zone (HAZ), along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |

Martensite, fusion surface 2.4 kJ/mm heat input. The photograph was taken at position 2 at the fusion line, along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |

Martensite, fusion line 2.4 kJ/mm heat input. The photograph was taken at position 1 including the fusion line, along a horizontal traverse which does not include any weld-bead overlap, as illustrated in the schematic drawing. |
|
Montage of weld 2.4 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photographs are taken along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. Higher magnification snapshots follow |
Martensite, HAZ 2.4 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 8 of the HAZ, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |

Martensite, HAZ 2.4 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 7 of the HAZ, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |

Martensite, HAZ 2.4 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 6 of the HAZ, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |

Martensite, HAZ 2.4 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 5 of the HAZ, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |

Martensite, HAZ 2.4 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 4 of the HAZ, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |

Martensite, weld metal 2.4 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 3 of the weld metal, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |

Martensite, weld metal 2.4 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 2 of the weld metal, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |

Martensite, weld metal 2.4 kJ/mm heat input. Montage with weld metal on the right and heat-affected zone on the left. The photograph was taken at position 1 of the weld metal, along a horizontal traverse which covers the 'recrystallised' region where weld-beads overlap, as illustrated in the schematic drawing. |
| Superalloys | Titanium | Bainite | Martensite | Widmanstätten ferrite |
| Cast iron | Welding | Allotriomorphic ferrite | Movies | Slides |
| Neural Networks | Creep | Mechanicallly Alloyed | Theses | Retained Austenite |
| PT Group Home | Materials Algorithms |

|

|