Hydroforming is a relatively new process, popularised by design studies which suggest that automobiles can be made much lighter by using hydroformed components made of steel. Structural strength and stiffness can be improved and the tooling costs reduced because several components can be consolidated into one hydroformed part. Components manufactured by forming can springback, meaning that the undergo elastic distortion on removing the component from the die. This effect is apparently smaller in hydroformed components.
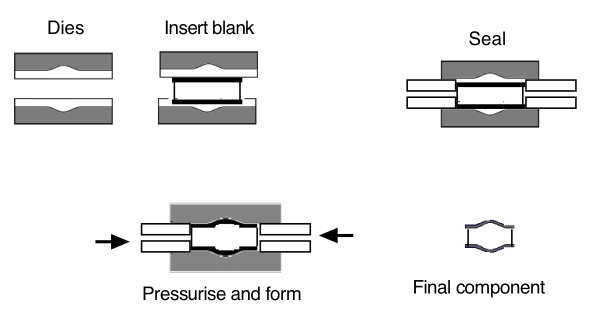
The process is quite simple - a blank with a closed-form, such as a cylinder, is internally pressurised using fluid. The fluid is frequently water. The applied pressure is usually in the range 80-450 MPa. Its resultant plastic expansion is confined in a die of the desired shape. It is possible that some parts of the component thin excessively during hydroforming. This can sometimes be rectified, in the case of tube hydroforming, by applying axial pressure to feed material into the bulges, thereby reducing bulging.
Sheet metal can also be hydroformed but the sealing of the sheet to the die prior to pressurisation can be problematic, making the process too costly for mass production.

Equipment for hydroforming